














Позиционер для полиэтиленовых труб 63–225 мм: назначение, нормативные требования и влияние на качество сварки
Что такое позиционер для ПЭ труб
Позиционер (центратор с ременной фиксацией) — это монтажное устройство, предназначенное для:
- обеспечения соосности труб,
- фиксации труб от осевого и углового смещения,
- снятия внешних механических нагрузок,
- стабилизации узла во время сварки и охлаждения.
Применяется при монтаже полиэтиленовых труб ПЭ80 и ПЭ100 в системах водоснабжения, газоснабжения и технических трубопроводах. Диапазон работы: 63–225 мм.
Нормативная база сварки полиэтиленовых труб
Стыковая сварка (butt fusion)
Регламентируется:
- ISO 21307 — Butt fusion jointing procedures for polyethylene pipes
- DVS 2207-1 — Heated tool butt welding of thermoplastics
Основные требования:
- жесткое центрирование труб в зажимах сварочного аппарата;
- контролируемое осевое усилие;
- отсутствие изгибающих нагрузок;
- неподвижность узла во время охлаждения.
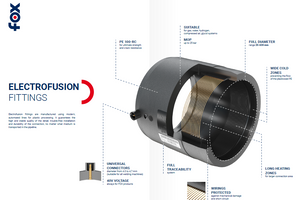
Электросварка (терморезисторная сварка)
Регламентируется:
- ISO 12176-1 — Equipment for fusion jointing of PE systems
- DVS 2207-3 — Electrofusion welding of polyethylene pipes
Основные требования:
- полная фиксация труб от осевого и углового смещения;
- отсутствие внешних напряжений;
- запрет перемещения узла до полного охлаждения.
Нужен ли позиционер при стыковой сварке
Факт: при стыковой сварке центрирование и осевое давление обеспечивает сам сварочный аппарат.
Позиционер:
- не заменяет зажимы станка;
- не участвует в создании сварочного давления;
- не устанавливается в плоскости стыка во время сварки.
Однако он используется как вспомогательное оборудование для:
- предварительного выравнивания труб;
- снятия изгибающих нагрузок;
- поддержки длинных участков труб вне зоны станка;
- стабилизации труб в траншее.
Таким образом, при стыковой сварке позиционер является рекомендованным вспомогательным элементом, но не обязательным.
Нужен ли позиционер при электросварке
При электросварке позиционер является технологически необходимым.
Причина: электрофитинг создает тепловую зону расплава, но не формирует осевого прижима. Любое микросмещение трубы во время цикла сварки или охлаждения нарушает структуру соединения.
Без фиксации возможны:
- осевое смещение;
- угловое смещение;
- образование пустот;
- нарушение адгезии;
- снижение долговременной прочности.
Согласно DVS 2207-3, узел должен быть механически зафиксирован до завершения охлаждения.
Вывод: при терморезисторной сварке использование позиционера или аналогичного фиксирующего устройства является обязательным условием качественного соединения.
Техническое влияние позиционера на качество сварки
1. Обеспечение соосности
Допустимое смещение труб не должно превышать 10% толщины стенки (практика DVS). Нарушение соосности приводит к:
- неравномерному формированию грата;
- локальной концентрации напряжений;
- снижению гидравлической прочности.
2. Снятие изгибающих нагрузок
Монтаж в траншее или на открытом участке создает:
- нагрузку от веса трубы,
- температурные деформации,
- монтажный натяг.
Позиционер снимает эти нагрузки из зоны стыка, что:
- повышает стабильность процесса сварки;
- минимизирует остаточные напряжения;
- улучшает долговечность трубопровода.
3. Стабилизация во время охлаждения
Период охлаждения является критическим. Любое перемещение в этот момент нарушает кристаллизацию материала и снижает расчетный ресурс соединения. Позиционер обеспечивает неподвижность узла до завершения цикла.
Почему ременная система фиксации является оптимальной
Ременная фиксация обеспечивает:
- равномерное распределение усилия по периметру;
- отсутствие локального сжатия;
- минимизацию овальности;
- быстрый монтаж и демонтаж.
В отличие от жестких зажимов, ремни не создают точечных деформаций стенки трубы.
Практическое применение позиционера 63–225 мм
Позиционер рекомендован для:
- электросварки ПЭ труб;
- монтажа водопроводных и газовых сетей;
- работы в траншее;
- сборки узлов;
- стабилизации длинных участков труб.
Диапазон: 63–225 мм
Тип фиксации: ременная
Сфера применения: водоснабжение, газоснабжение, технические сети
Вывод
Позиционер для полиэтиленовых труб — это не аксессуар, а часть технологической дисциплины монтажа.
- При стыковой сварке — вспомогательный инструмент для снятия нагрузок.
- При электросварке — обязательный элемент качественного процесса.
Качество сварного соединения начинается не с нагревательной плиты или электрофитинга, а с правильно зафиксированной и стабилизированной трубы.